
 EN
EN 021-6525 3206
021-6525 3206 您当前位置:
您当前位置:CF法兰紧固安装操作
CF法兰紧固安装操作步骤及注意事项。

技术支持
TECHNICAL SUPPORT
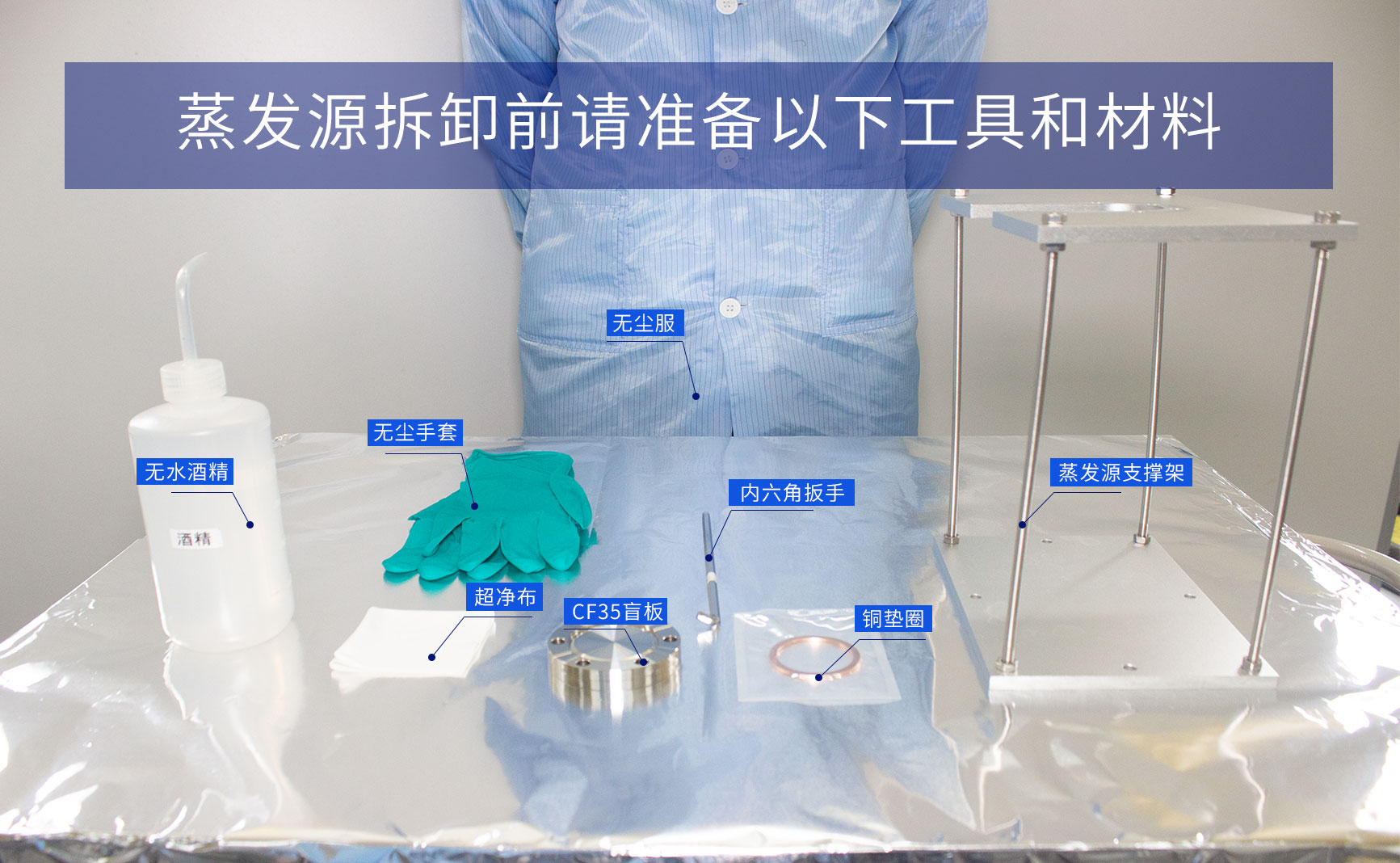
第一步:准备以下材料以及工具
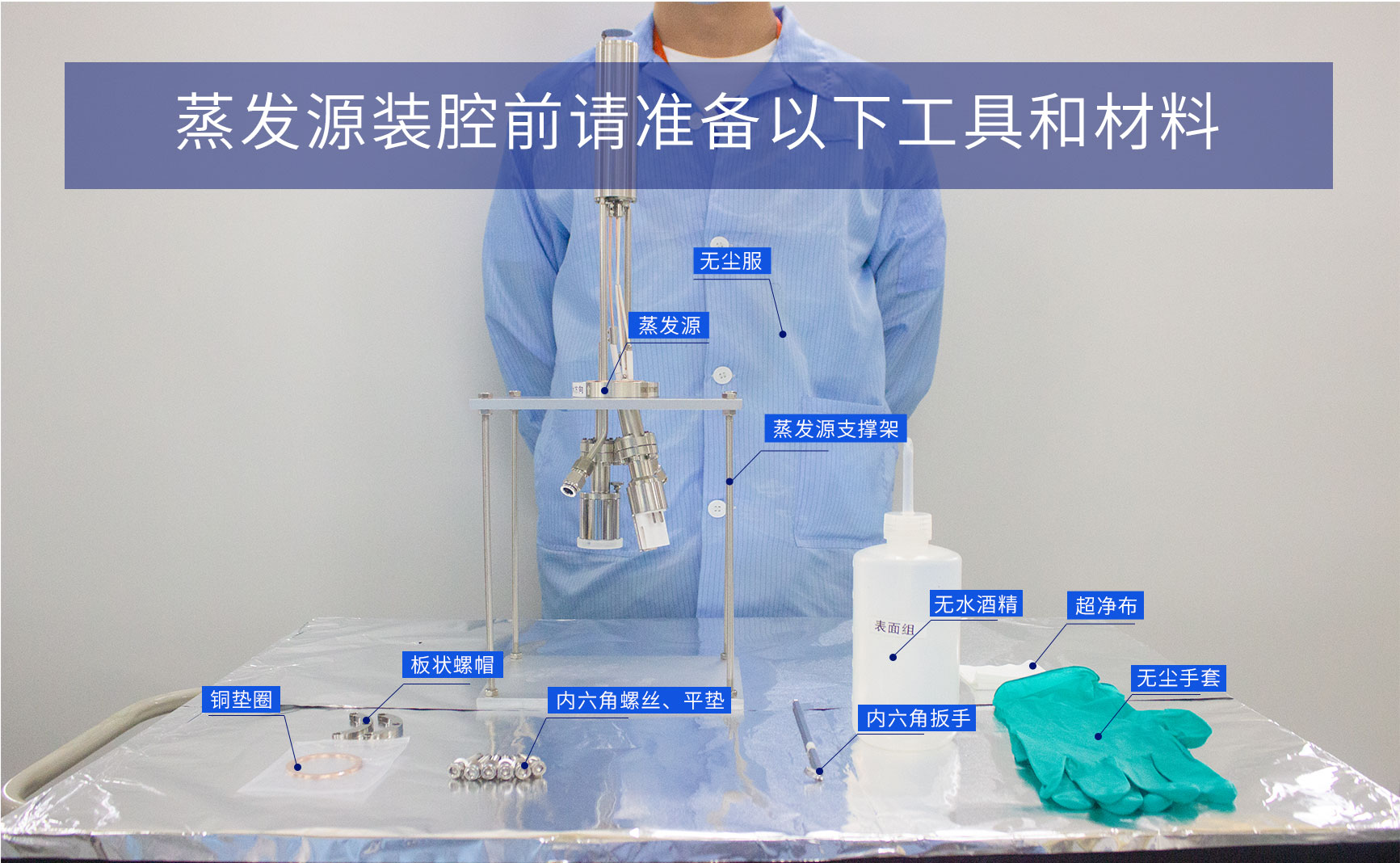
① CF35铜垫圈,1个
② 不锈钢内六角螺丝(螺丝长度视安装法兰而定),6个
③ Ø6mm平垫,6个
④ CF35板状螺帽,2个(视安装法兰而定)
⑤ 蒸发源,1个
⑥ 蒸发源支架,1个
工具:
① 无尘手套
② 无水酒精
③ 超净布
④ 5mm内六角扳手
⑤ 无尘服
第二步:安全检查,确保腔体已经停止抽真空,并采用高纯氮恢复到大气压,确认腔体内的材料无毒无害;
第三步:穿戴无尘服、无尘手套,先把磁耦合旋转驱动上的锁紧螺丝拧松,再将磁耦合旋转驱动旋转至0度并把锁紧螺丝锁紧(即挡板处于关闭位置),确保不会与腔体内壁发生干涉;

第四步:使用超净布蘸取酒精擦拭蒸发源刀口和铜垫圈并目视检查无瑕疵,将铜垫圈放在蒸发源法兰刀口或者安装法兰刀口上(面向上者);

第五步:使用超净布蘸取酒精擦拭法兰刀口,并小心地将蒸发源插入腔体,确保蒸发源真空外部件不与其他物体干涉;

*在第四步和第五步中,必须检查密封刀口及铜垫圈是否完好无划伤,如果有异常则必须停止安装。
第六步:检查水冷的方向。必要时,旋转蒸发源以确保出水口处于较高位置。(即正立安装,低进高出;倒立安装,高进低出);
第七步:轻微的来回转动蒸发源法兰,确保铜垫圈与法兰吻合,并使上下两个法兰通孔对位;
第八步:将带有垫片的不锈钢内六角螺丝插入通孔内,同时另外一侧用板状螺帽(或者M6螺母)固定,螺丝拧入板状螺帽中(或者M6螺母),交叉拧紧螺丝;用合适的松紧程度将每个螺丝顺时针每次拧1/4或者1/2圈;

第九步:用万用表测量加热丝电阻值和热电偶是否正常,可对比原厂的出厂报告;

第十步:用5mm内六角扳手顺时针均匀拧紧所有螺丝;

第十一步:接水路并加压确保无泄漏;
第十二步:接电源线和热偶线。

腔体上拆蒸发源步骤

第四步:检查磁耦合旋转驱动刻度,确认在0度并把锁紧螺丝锁紧(即挡板处于关闭位置),确保不会与腔体内壁发生干涉;
第五步:用内六角扳手均匀的预松开法兰通孔内螺丝;
第六步:一只手托住蒸发源,另外一只手拆卸螺丝,直至螺丝全部拆卸完毕;

第七步:小心取出蒸发源,避免与腔体的内壁及法兰刀口碰撞,将蒸发源正立于架子上;
第八步:使用CF35盲板封堵安装法兰。(如果短时间内将蒸发源装完料后装回腔体,那么只需用洁净的铝箔纸封堵安装法兰刀口)

*如果蒸发源和挡板是分离安装的,建议检查挡板。随着系统使用挡板上会积累原材料,建议定期清理污染系统或者蒸发源。


